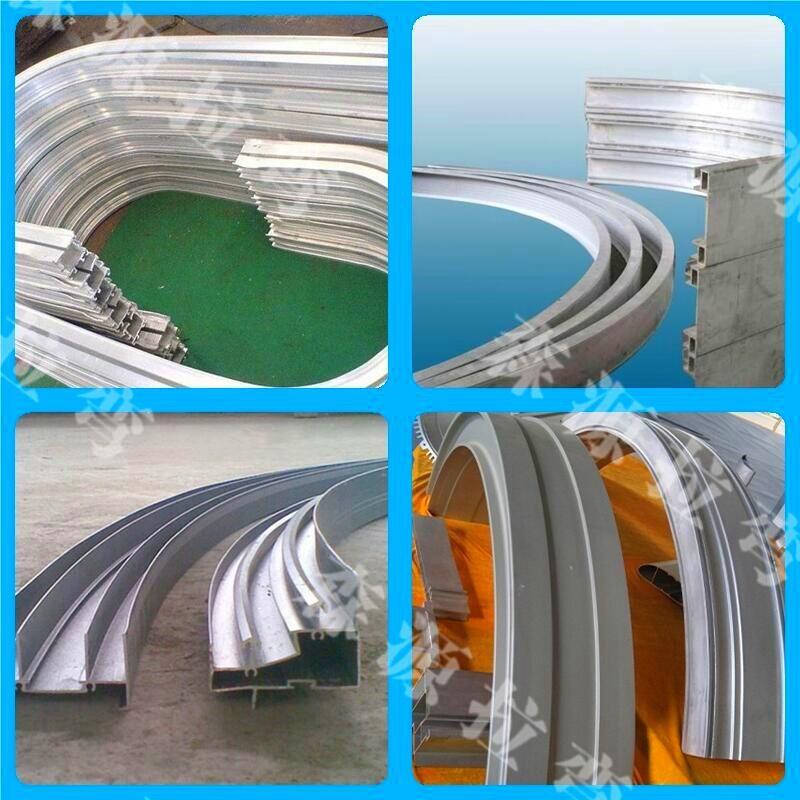
鋁型材拉彎加工成形工藝在航空、航天以及汽車、高鐵上的型材彎曲件的制造中得到了非常廣泛的應用。在民用(航空、高鐵等)領域,很多骨架零件都采用了型材框。因此,拉彎技術的研究對提高拉彎件的質量和加速拉彎件的國產化進程有著十分重要的意義。
鋁型材拉彎加工工藝可以使零件獲得合理的校形余量,提高零件的制造精度,降低零件的制造成本。拉彎是指型材在彎矩和縱向拉力的聯合作用下壓入模具型槽內的成形過程。鋁型材拉彎在工業生產中是一種重要的成形工藝,用于制造尺寸大、外形準確度要求較高、相對彎曲半徑大的變曲率擠壓和板彎型材彎曲件。
加工流程的介紹:
⑴來料檢查。按要求檢查型材截面尺寸,型材平直度,毛坯長度,表面質量,特別注意是否有表面缺陷。
⑵銑切加工。對于反T形框,型材截面在拉彎前需要銑切,為了確保拉彎后的尺寸符合要求,我們在龍門銑機床上進行銑切加工,加工尺寸到名義值+2mm。
⑶預拉彎。在拉彎機上,利用拉彎模及拉彎夾頭,通過控制拉彎參數(拉彎力、拉彎包角等)對毛坯進行預拉彎以達到預成形的要求。
⑷修整。檢查兩個面的平面度、角度,確保這些值符合要求,對于R值,可以利用三輥滾彎機輔助修整,修整到我們預定的外形即可。
⑸預拉彎后的檢驗。檢驗兩個面的平面度、角度、截面的寬度等符合要求,對于R1000mm值達到我們預定的外形。
⑹淬火后的運輸保存。為了保證鋁合金材料的新淬火狀態,淬火后成形前,需要把零件放入低于-10℃的溫度中保存,在熱處理出來以后,先放入冷庫保存,運輸時,用冷藏車運輸,冷藏車的溫度要低于-10℃。
⑺補拉彎。在拉彎機上,利用拉彎模及拉彎夾頭,通過控制拉彎參數(拉彎力、拉彎包角等)對半成品進行再拉彎以達到最終要求;在補拉彎時,會根據不同零件的具體情況,選擇性的進行邊拉邊修整以達到理想的外形和尺寸。
⑻修整。在校正平臺上,用榔頭等輔助工具進行修整,必要時,用校正檢驗模上進行敲修。
⑼檢驗。用檢驗模配合卡尺,塞尺進行檢驗,確保符合客戶技術要求及圖紙要求。
⑽鉗工。用百潔布等打磨工具對表面進行修飾清理,零件及試片打標,確保可追溯性。


文章標題:帶你研究鋁型材拉彎加工是如何成型的?
文章關鍵字: 帶你研究鋁型材拉彎加工是如何成型的?
文章地址:帶你研究鋁型材拉彎加工是如何成型的?
 鋼結構拉彎
鋼結構拉彎
 普通鋁型材拉彎
普通鋁型材拉彎
 不銹鋼拉彎
不銹鋼拉彎