型材拉彎加工設計規范
一、鋁型材的定義分類
1、按照型材結構分類:一般型材和斷橋型材(又稱隔熱型材)。
2、按照表面處理分類:陽極氧化型材和涂裝型材。
3、按照硬度狀態分類:在材質(化學成分)相同前提下分為時效(高溫組織均勻化)和非時效型材。
4、按照使用用途分類:工業和建筑用。
根據來圖及說明確定該工程項目選用型材是建筑用型材,陽臺部分用陽極氧化一般型材,門窗部分用斷橋涂裝型材,材質6063,硬度狀態通常T5。
二、關于型材拉彎工藝特點及要求
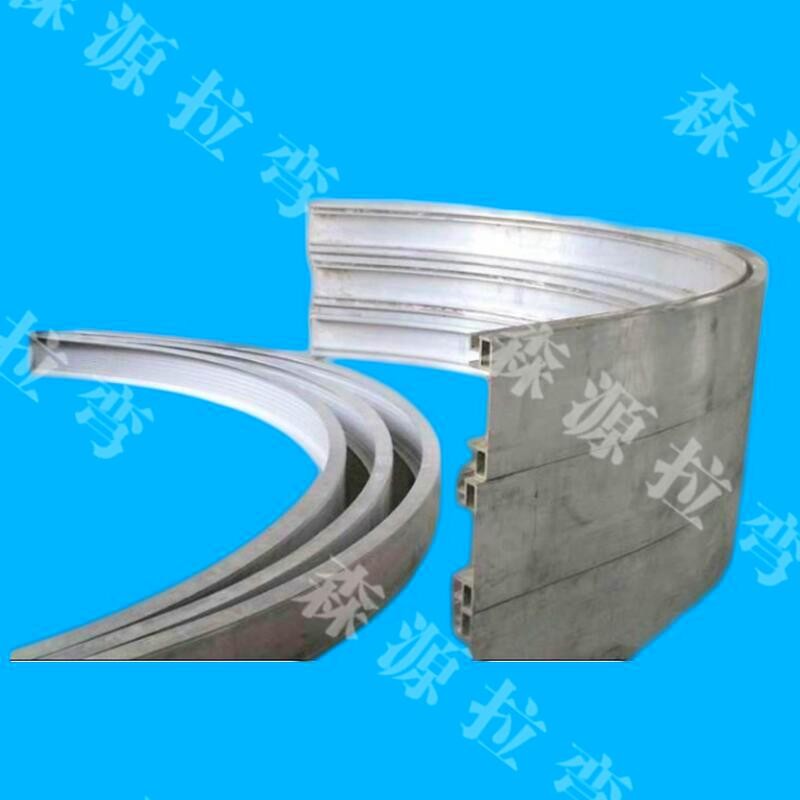
1、所謂拉彎即是在給于型材預制拉力(在屈服極限范圍內)的前提下,利用旋轉和靠模改變型材斷面變形中介面(內移)使其塑性變形的過程。
2、關于備料長度:一般情況下備料應是所需彎曲材料的有效弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R)減內半徑(R備料長度=有效弧長+2.1t 當然具體備料長度可以根據實際情況考慮套裁,以便節省工藝段。
3、關于備料數量:一般情況下應根據不同斷面、不同半徑、不同弧長在實際需要數量基礎上增加1~2支備份,以便做為調試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環節可能出現的損失數量。
4、關于材料每支彎曲有效弧長的要求:通常情況下不應超過弧度角180度。
5、關于材料硬度狀態的要求:當型材彎曲的伸長率滿足變形量要求時應選擇T5狀態(e≤10%),鋁型材的國家標準為e≥ 8 %;e = t / R內×100% = (R外-R內) ÷R內×100%否則應選擇To~T4狀態。當然型材生產廠一般不愿意給客戶生產T1~T4狀態型材。
6、關于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應適當做表面保護。
上述介紹只是一般的常識說明,具體情況需視工程項目要求的分格、結點及選材等特點確定。
三、關于伸長率的計算:
t(變形寬度)=R外—R內
e(伸長率) = t / R內×100%
鋁型材的國家生產標準(6063、T5) e(伸長率)≥ 8 %
四、關于鋁型材拉彎對于鋁型材伸長率的一般要求:
1、鋁型材(6063、T5):當鋁型材彎曲需要e(伸長率)≤ 10 %時,一般鋁型材均可以拉彎;
2、鋁型材(6063、T5):當鋁型材彎曲需要e(伸長率)≥ 10 %情況下,如果鋁型材壁厚較厚、封閉空腔、幾何形狀相對簡單、彎曲方向上受力對稱、寬高比小于1時,其拉彎伸長率一般可以在10 % ~16 %范圍內拉彎;
3、鋁型材彎曲在上述情況不允許條件下,則應考慮選擇鋁型材的其他硬度狀態,如To~T4;一般情況下鋁型材(6063)在To狀態下其伸長率可以達到20 % ~28 %;
4、總之,關于鋁型材拉彎在伸長率方面的要求應該視具體的設計要求和選材情況(幾何形狀、壁厚、空腔封閉程度、彎曲方向受力對稱性、抗拉強度等)具體確定。
文章標題:型材拉彎加工設計規范
文章關鍵字: 型材拉彎加工
文章地址:型材拉彎加工設計規范
 方管拉彎
方管拉彎
 180度彎管
180度彎管
 裝飾型材拉彎
裝飾型材拉彎