一、關于鋁型材的分類
1.按照型材結構分類:一般型材和斷橋型材(又稱隔熱型材)。
2.按照表面處理分類:陽極氧化型材和涂裝型材。
3.按照硬度狀態分類:在材質(化學成分)相同前提下分為時效(高溫組織均勻化)和非時效型材。
4.按照使用用途分類:工業和建筑用。
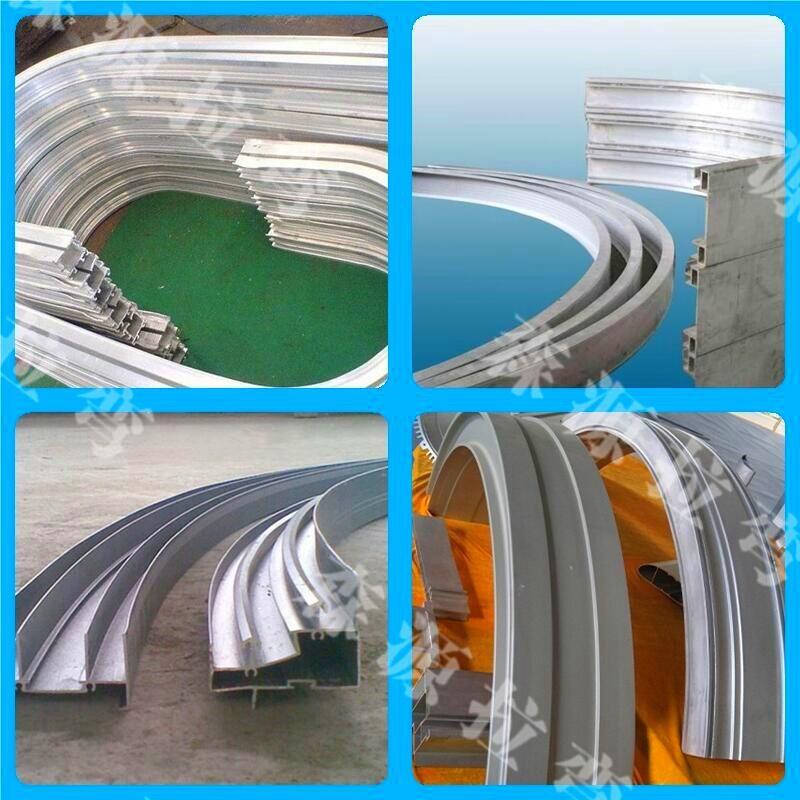
二、拉彎和輥彎一樣,是金屬型材常用的冷彎工藝之一,具有適用范圍廣、成型穩定的特點。特別適用于彎曲薄壁、方管和單一半徑的異形工件。因為多段弧形工件的拉彎模具制作麻煩。給你講講關于鋁型材拉彎的特征:
1.一般的拉伸彎曲設備或工藝只能彎曲小于等于180°的工件,不能像滾彎一樣一次性加工360度以上的彎曲角度。之所以這么籠統,是因為據邊肖所知,有一種回轉型拉彎設備,但比較少見。
2.折彎時,工件內表面為中性層,其他位置全部延伸,也就是說,理論上所有折彎件折彎后都會比原來長一點。
3.拉彎時,無論加工什么類型的工件,都是肯定要預留料頭的,這和滾彎或者折彎有很大的區別。
4.拉伸和彎曲不能形成半徑較小的工件。如果成形半徑較小,工件往往會出現斷裂等不良現象。
5.冷知識,拉彎的工藝在國外很少使用,遠不如滾彎。
三、鋁拉彎的注意事項:
1.只有當鋁合金型材冷卻到50℃以下時,才可以移動到拉伸架上進行拉伸。如果溫度過高,拉伸不僅會灼傷人體和毛條,而且由于鋁合金型材的內應力不能完全消除,在時效前后還會出現曲折、扭曲、功能障礙等絕 對廢品。
2.拉伸量應控制在1%左右,需要注意的是,拉伸量過大,會出現頭尾刻度誤差,表面出現水紋扭曲(魚鱗)痕跡,延伸率低,硬度高,脆性大(塑性低)。張力過低會使型材的抗壓強度和硬度偏低,甚至時效(淬火)也不能提高硬度,型材容易彎成弧形。
3.為了控制拉伸變形和整個型材的尺寸變化,應選擇合適的專用夾緊墊和適當的方法。特別是對于開口料、圓弧料、懸臂料、鋸齒形型材,更要注意拉伸夾墊的合理有用使用。
4.注意小腳、細牙、長腿、弧面、斜面、開口、視點等的受力情況。寬厚比大、外伸壁長、弧度大、壁厚不一、形狀奇特的型材,以避免型材局部或點狀尺寸的變形、扭曲、螺旋等缺陷。
5.因為毛條有耐熱的作用,所以裝飾性高的鋁型材須上下、前后翻起,以利于均勻散熱,減少因散熱不均勻、結晶度不同而產生的橫向亮點缺陷,尤其是寬度大、壁厚大的鋁型材。
6.在采摘、移動和拉伸過程中,不得相互摩擦、拉扯、堆放、堵塞或纏繞,相互之間應留有一定的間隔。對容易曲折、放電長度大的鋁合金型材要及時處理,必要時相互維護處理。
文章標題:鋁型材拉彎的特征及注意事項
文章關鍵字: 鋁型材拉彎
文章地址:鋁型材拉彎的特征及注意事項
 普通鋁型材拉彎
普通鋁型材拉彎
 鋼結構拉彎
鋼結構拉彎
 封頭盤管
封頭盤管