在不銹鋼型材拉彎制造過程中,我們需要注意選擇合適的加工參數是型材拉彎成形工藝的關鍵。除模具等變化相對較小的因素外,影響不銹鋼型材拉彎拉彎成形質量的工藝參數包括型材拉彎過程中的拉伸力、變形量等等。生產中限制不銹鋼型材拉彎拉彎加工的因素主要有以下兩點:一是拉彎斷裂,一是截面尺寸變形量過大。確定拉彎工藝參數首先要考慮的就是這兩個方面。此外,盡量減小彈性恢復量也是選擇拉彎工藝參數的重要依據之一。
在收邊拉彎加工中,加工參數選擇不當會在腹板上產生失穩起皺的現象,這也是需要考慮的重要因素。 擠壓型材被認為是一種特殊的鈑金材料,材料本身有一個方向尺寸遠小于另外兩個方向的尺寸,因而在成形過程中通常可被看作是在平面應力狀態下完成的。但不銹鋼型材拉彎與板材成形不同在于,板材通常可以認為是各向同性的,而擠壓型材的各向異性特征則更為明顯。

如今有些型材經過拉彎加工處理后,其表面會出現一些裂痕,這是為什么呢?對于這種現象產生的原因,給大家分析了一下產生這種現象的原因:
一、由于型坯的表面缺陷或內部缺陷所帶來的。
二、生產過程中產生的,如軋制工藝參數設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。
三、拉彎廠在加熱軋制,熱處理以及矯直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的殘余應力,那么也有可能導致型材產生表面裂紋。
拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。遠豪型材拉彎調節壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。
壓彎是Z常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。
中性層以外的金屬受拉應力作用,產生伸長變形。中性層以內的金屬受壓應力作用,產生壓縮變形。另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。
對于拉彎構件,如果彎矩不大而主要承受軸心拉力作用時,它的截面形式和一般軸心拉桿一樣。彎 在拉力和彎矩的共同作用下,截面出現塑性鉸即視為承受能力的極限。但對格構式構件或冷彎薄壁型鋼構件,截面邊緣出現塑性即已基本上達到強度的極限。
文章標題:不銹鋼拉彎的彈復因素
文章關鍵字: 不銹鋼拉彎的彈復因素
文章地址:不銹鋼拉彎的彈復因素
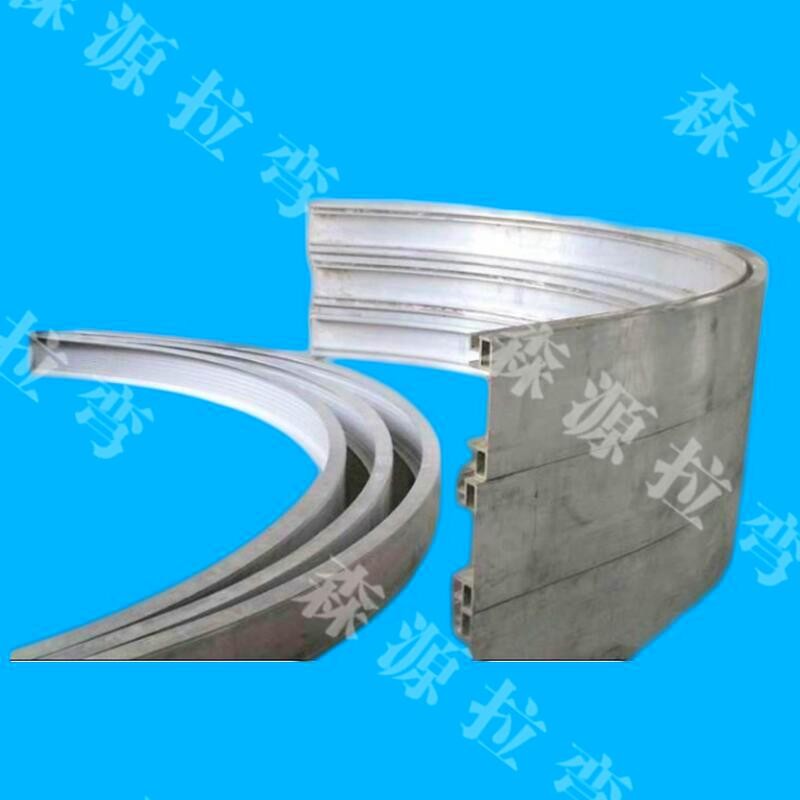 裝飾型材拉彎
裝飾型材拉彎
 不銹鋼拉彎
不銹鋼拉彎
 H鋼拉彎
H鋼拉彎
 鋼結構拉彎
鋼結構拉彎