圓管折彎方式
1.熱彎法
先按照304不銹鋼圓管外徑圓弧車幾個(gè)滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子塞好,需要彎曲的位置用火焰加熱后進(jìn)行彎曲。
2.冷彎法
先按照304不銹鋼圓管外徑圓弧車幾個(gè)滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子塞好,需要彎曲的位置用火焰加熱后進(jìn)行彎曲。
在加工時(shí),工件和刀具摩擦?xí)a(chǎn)生較高熱量,容易磨損刀具。所以對(duì)刀具材料的要求比較嚴(yán)格,其需要耐磨耐高溫。并且還要滿足刃口鋒利。加工轉(zhuǎn)速較慢,因?yàn)樵谇邢鲿r(shí)受力會(huì)較大,從而導(dǎo)致生產(chǎn)效率不高。

如今有些型材經(jīng)過拉彎加工處理后,其表面會(huì)出現(xiàn)一些裂痕,這是為什么呢?對(duì)于這種現(xiàn)象產(chǎn)生的原因,給大家分析了一下產(chǎn)生這種現(xiàn)象的原因:
1.由于型坯的表面缺陷或內(nèi)部缺陷所帶來的。
2.生產(chǎn)過程中產(chǎn)生的,如軋制工藝參數(shù)設(shè)計(jì)不正確,模具表面不光滑,潤(rùn)滑條件不好,孔型設(shè)計(jì)及調(diào)整不合理。
3.拉彎廠在加熱軋制,熱處理以及矯直過程中,如果因?yàn)榧訜釡囟瓤刂撇划?dāng),變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產(chǎn)生過大的殘余應(yīng)力,那么也有可能導(dǎo)致型材產(chǎn)生表面裂紋。
文章標(biāo)題:不銹鋼拉彎工藝
文章關(guān)鍵字: 不銹鋼拉彎工藝
文章地址:不銹鋼拉彎工藝
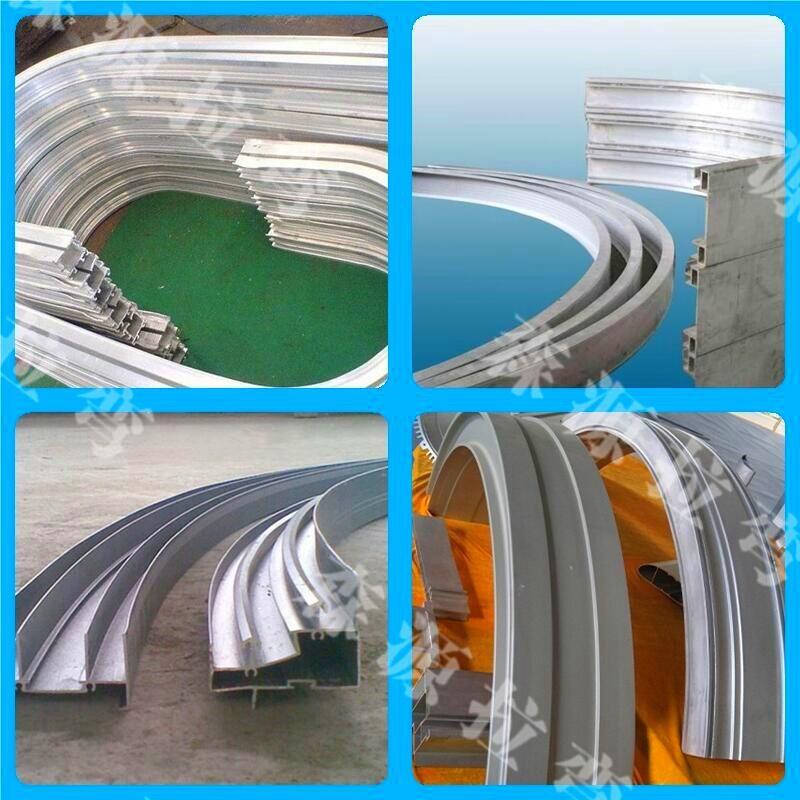 普通鋁型材拉彎
普通鋁型材拉彎
 異形彎管
異形彎管
 螺旋盤管
螺旋盤管
 不銹鋼拉彎
不銹鋼拉彎