型材拉彎加工工藝可分為頂彎、壓彎、滾彎和拉彎。
壓彎是最常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。
調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。調節壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。
另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。
對于精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。拉彎時,板材全部厚度上都受拉應力的作用,因而只產生伸長變形,卸載后彈復引起的變形小,容易保證精度。


文章標題:型材拉彎工藝分類
文章關鍵字: 型材拉彎工藝分類
文章地址:型材拉彎工藝分類
 導軌拉彎
導軌拉彎
 封頭盤管
封頭盤管
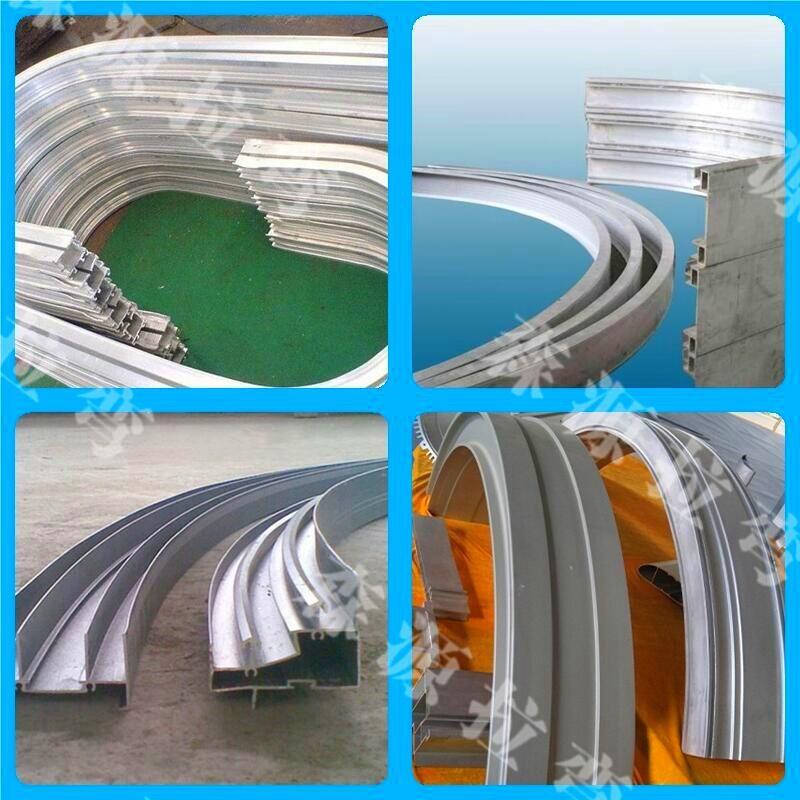 普通鋁型材拉彎
普通鋁型材拉彎
 180度彎管
180度彎管