按照鋸齒形成形方法,可分為滾彎、壓彎、推彎和纏繞;根據是否使用模具,可分為模具拉彎和非模具拉彎;根據拉彎時有無芯棒,可分為有芯拉彎和無芯拉彎;根據加熱與否可分為冷彎和熱彎。近年來,出現了零半徑拉彎、中頻感應拉彎、熱應力拉彎和激光成形拉彎等新的拉彎工藝。
滾壓拉彎是一種用三個輥子拉彎管子的方法。其中,滾輪3為主動輪,另外兩個為從動輪。滾壓拉彎的方法和工作原理與板材滾壓拉彎基本相同,只是用于管材滾壓拉彎的軋輥具有符合管坯截面形狀的工作面。
拉彎時只需改變主輥和從輥之間的距離,即可實現各種曲率半徑的拉彎。拉伸拉彎工廠表示,這種方法特別適用于拉彎環形或螺旋形管件。但是滾彎對拉彎半徑有一定的要求,只適用于大曲率半徑的厚壁管件,小半徑拉彎似乎無能為力。
拉彎是早期用于拉彎的一種工藝方法。它使用液壓機上的模具以之字形方式加工管坯。折彎具有調模簡單、生產功率大的優點,因此在生產中得到了廣泛的應用,一般用于折彎直段或折彎頭的管件。
拉彎和滾彎的主要區別是什么?
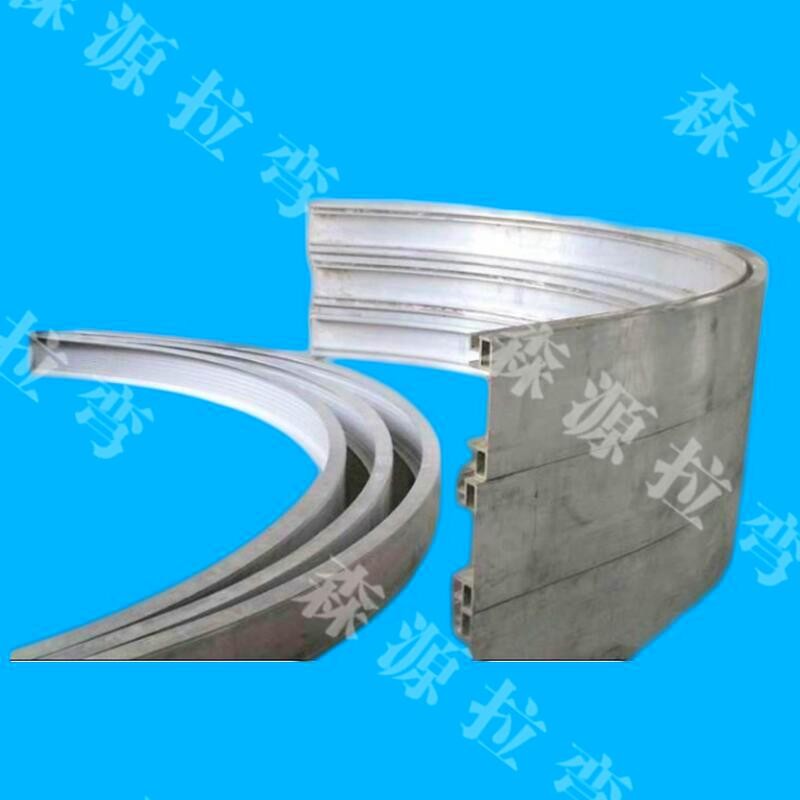
拉彎和滾彎是鋁型材拉彎廠家常用的兩種拉彎工藝。拉彎工藝要求精度較高,長度和曲率半徑較大,橫向尺寸較小,可在專用拉彎機上停止。彎腰時。
板的整個厚度都是在拉應力的作用下,所以只產生伸長變形,卸載后彈性回復引起的變形很小,很容易保證精度。如果要比較拉拔和軋制的方式,主要需要比較冶金廠提供的擠壓型材在以下幾個方面,技術帶更寬。
例如,允許的非線性為2 mm/m,角度偏差為2,因此在形成飛機的縱梁和框架邊緣之前必須進行校正。校準的主要內容包括矯直、扭轉和角度校準。對于直型材,一般采用沉模來抑制下沉。
輪廓零件上有很多導向孔需要加工。鉆孔法可用于不同尺寸和厚度的零件,獲得的孔質量高,因此目前應用廣泛。沖孔比鉆孔效率高,值得推廣。普通直型材的斜角可用斜角模沖壓。
拉彎加工絕緣子電路中的電力安全措施總是有接頭,所以不要碰它們!如果已經裝配了外部輔助電源線插座,則不允許觸摸,只有專業人員才能打開電源附件。
在使用機器之前,所有變壓器的電壓應改變為適合機器本地運行的電壓。告訴我!在制造商宣布機器之前,應將其與電氣柜中的主絕緣開關連接。機器的電源必須是三相電源,并根據當地電力法規接地。
在打開任何電氣箱之前,必須將機器與電源完全隔離。機器三相電源的總開關必須閉合,并清楚地標記在操作員操作區域的機器上。需要用相對穩定的裝置將主電源開關鎖定在閉合位置。請注意!即使主絕緣子關閉,主管道提供的電力依然存在。
電源標志應顯示在機器和控制箱上,以通知在電力系統中工作的操作員。在接通主電源開關和恢復機器電源之前,必須關閉機器電源控制箱的門。從事電力維修和檢查的操作員必須接受電力專業知識的培訓。檢修前請確認備用線電路圖。


文章標題:拉彎是怎么樣的
文章關鍵字: 拉彎是怎么樣的
文章地址:拉彎是怎么樣的
 門窗滾彎
門窗滾彎
 H鋼拉彎
H鋼拉彎
 裝飾型材拉彎
裝飾型材拉彎
 不銹鋼拉彎
不銹鋼拉彎