鋁做拉彎加工驗收時應該注意什么呢,不注意的還真不知道,今天咱們就來簡單說一下。所謂拉彎即是在給于型材預制拉力的前提下,利用旋轉或模改變型材斷面變形中介面(內移)使其塑性變形的過程。
留意寬厚比高的、懸壁長的、弧度大的、壁厚巨細懸殊的、形狀奇怪等型材的小腳、薄齒、長腿、圓弧面、傾斜面、開口。
要注意拉伸量過高會發生頭中尾尺度誤差,延伸率低,硬度偏高發脆(塑性低)。過低的拉伸量會使型材抗壓強度及硬度偏低,乃至時效(淬火)也無法提高硬度,型材易弧形曲折.
在現代的彎管加工過程中,為了能夠進一步提升產品的質量,我們需要按照要求進行操作和生產。也就是說,我們必須要按照彎管加工的生產要求來完成該項工作,這樣才能使其的產品在質量等方面符合要求,才能為我們的用戶朋友提供幫助。
那么對于質量這方面的要求究竟如何呢?首先,彎管加工的彎曲度應保持均勻,不得出現明顯的皺紋或者是裂縫等不良問題;其次,應適當控制彎管截面與小外徑之間的差值,通常情況下,應處于彎前外徑的5%-10%范圍內。
除了上面的幾點要求之外,還有很多問題也是需要特別注意的。比如特殊管道<彎前管壁厚的10%或一般≤15%。此外,管端中心的偏差應滿足這樣的要求,特殊管道不超過1.5mm/m,當L超過3m時,中心偏差應不超過5mm;一般不超過3mm/m,當L超過3m時,中心偏差不超過10mm。
那么,在實際工作中,我們該如何來其的質量呢?對于工作人員來說,我們在進行彎管加工操作的時候,如果采用負公差的話,那么彎前管子壁厚應為設計壁厚1.06-1.25倍,通常情況下,彎曲半徑越小,則其應選擇的倍數越大。如果有縫管彎曲時,焊縫應避開受拉和受壓區。注意材料之間是否會出現碰擦、拉扯、堆疊、擁堵、纏繞在一起,應彼此間預留必定的間隔。對易曲折、出料長短的鋁合金型材要及時處置,必要時作好彼此間的維護處置視點等的受力狀況,避免型材部分或點狀尺度變形、扭擰、螺旋等缺點發生。
需要提醒大家的是,我們還需要考慮到溫度的影響。只有充分結合這多個方面的考慮,終才能夠我們所得到的彎管加工產品符合質量要求,滿足用戶的使用需要。
文章標題:拉彎加工的注意事項
文章關鍵字: 拉彎加工
文章地址:拉彎加工的注意事項
 螺旋盤管
螺旋盤管
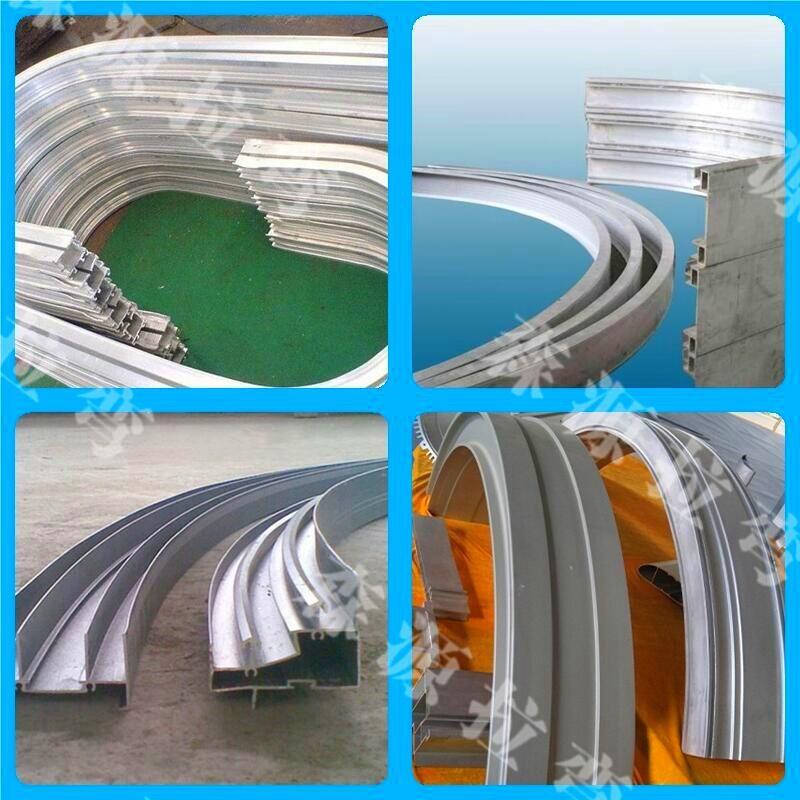 普通鋁型材拉彎
普通鋁型材拉彎
 180度彎管
180度彎管
 門窗滾彎
門窗滾彎