拉彎加工技術要求
1.拉彎原理:根據(jù)各種材料(包括鋼材、鋁、銅等)彈性極限,屈服極限、延伸率等,以及零件尺寸大小,適當加上大小不等的拉力,使零件在控制過程中改變其中性層位置,以便拉制完成的零件光滑、平整。
2.拉制零件種類:按材料分:鋼材、鋁材、銅材,以及其它塑性材料;按形狀分:型材、管材、棒材、板材(板料每只最小可達1mm)。
3.拉彎精度:半徑誤差可達0.4mm,平整度0.1mm-0.5mm, 垂直度0.5mm。
4.有關備料長短:一般狀況下備料應是需要彎曲原材料的合理弧長再加加工工藝段總和,加工工藝段相當于2.1倍的形變總寬(t),形變總寬(t)相當于外半經(jīng)(R外)減內(nèi)半經(jīng)(R內(nèi))。 備料長短=合理弧長 2.1 t 自然實際備料長短能夠 依據(jù)具體情況考慮到套裁,便于節(jié)約加工工藝段。
5.有關備料總數(shù):一般狀況下應依據(jù)不一樣橫斷面、不一樣半經(jīng)、不一樣弧長在具體必須總數(shù)基本上提升1~2支備份文件,便于作為調(diào)節(jié)磨具用。該備份文件未考慮到原材料彎曲后的運送、生產(chǎn)加工、安裝等階段將會出現(xiàn)的損害總數(shù)。
6.有關原材料每一個彎曲合理弧長的規(guī)定:一般來說不可超出弧度角180度。
7.有關原材料強度狀態(tài)的規(guī)定:當型材彎曲的延伸率考慮形變量規(guī)定時要挑選T5狀態(tài)(e≤10%),鋁型材的國家行業(yè)標準為e≥ 8 %; e = t / R內(nèi)× = (R外-R內(nèi)) ÷R內(nèi)不然應挑選To~T4狀態(tài)。自然型材生產(chǎn)廠家一般不想要顧客制造T1~T4狀態(tài)型材。
8.有關型材金屬表面處理規(guī)定:一般來說能夠 挑選陽極氧化處理或噴涂后彎曲生產(chǎn)加工(鍍層的延伸率遠高于型材的延伸率);由于型材拉彎時型材與磨具中間沒有相對性偏移,故不容易損害型材。如型材彎曲全過程中鍍層掉下來則是鍍層的粘合力不夠緣故導致的,造成粘合力不夠的緣故關鍵有噴漆前解決不太好或升溫不夠及升溫時間不夠?qū)е隆W匀粸楸憬葸\送和安裝盡可能做表層維護。
9.拉彎件為什么起皺?如何避免? 在拉彎過程中,零件外徑延伸,內(nèi)徑收縮,如果拉力大小不適當,拉力小了零件起皺,拉力大了零件容易斷裂;當然材料有傷,材料雜質(zhì)太多,也容易引起斷裂,所以在拉彎制作之前必須對拉彎的材料進行充分的分析,以確定合適的拉力,及配套的工裝,才能避免零件起皺或斷裂。
文章標題:拉彎加工技術要求
文章關鍵字: 拉彎加工
文章地址:拉彎加工技術要求
 180度彎管
180度彎管
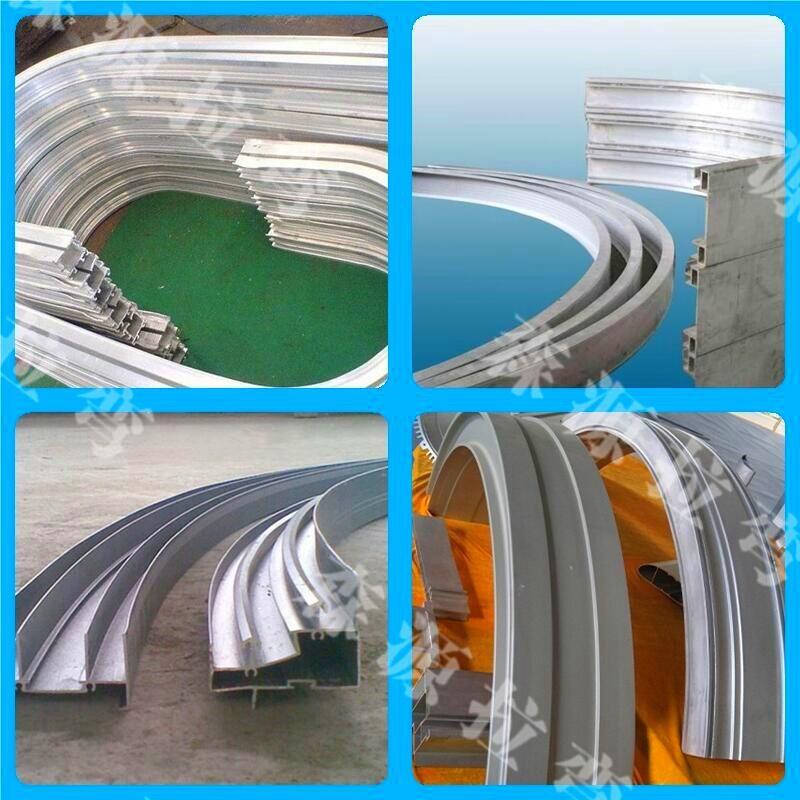 普通鋁型材拉彎
普通鋁型材拉彎
 封頭盤管
封頭盤管
 不銹鋼拉彎
不銹鋼拉彎